Production facilities in the glass industry are capital intensive and require long investment cycles, while market and energy prices are volatile. Glass producers face complex choices in energy sources: using current fossil fuels such as natural gas, oxy-gas, hydrogen and rounding it out with electrical boosting before making a transition to full electric furnaces. A side effect of reducing GHG emissions by electrical boosting is a higher corrosion rate of materials in contact with glass, especially in melting bath areas.
Exposed to these trends, the glass industry is adapting its industrial strategy to optimise current furnaces, as well as evaluating new furnace technologies to be used in future. SEFPRO CARE® was developed to propose complete solutions for hot and cold repairs for all glassmakers, which provides customers flexibility and reliability in the management of their industrial assets.
The aim of this article is to give an overview of possibilities offered for hot and cold repairs, illustrated with two real-case scenarios with outcomes from the repair work done on regenerator chamber and container glass furnaces.
Hot and cold repairs
Hot bottom
Until now, classical products for hot bottom repair exhibit several drawbacks such as limited flowability, strong surface roughness and open porosity, high curing temperature, and limited capability to be drilled. SEFPRO CARE® has developed its solution to perform hot bottom repairs without these issues.
This patented composition provides an alternative to the use of AZS chips (Fig 1).
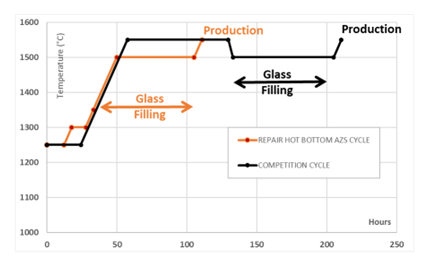
With self-flow behaviour, a composition purely made of Fused Cast AZS grains, and a sintering stage starting at 1,000°C, our composition can be used in low temperature areas such as refiners and forehearths. With ten hours of curing time in the range of 1,200/1,300°C, the product sets during the installation process (Fig 2). This creates a high level of mechanical strength in the lower layers.
Thanks to these specific properties, furnace managers can shorten their repair time by having fast sintering after installation compared to traditional solutions. These time-savings can represent up to several days depending on the project size. Furthermore, it secures the furnace structure by avoiding a long, risky, and costly specific heat up at 1,550°C for 72 hours to sinter as the other types of solutions based on zircon/alumina/mullite grains require.
Considering the installation, or re-installation, of electrodes, our SEFPRO CARE® Repair Hot Bottom AZS provides sufficient mechanical strength after sintering to be compatible with drilling operations to install or reinstall electrodes, in addition to a smooth surface with closed porosity that protects electrodes from corrosion.
The two next products are monolithics that have been engineered to provide glassmakers with a flexible solution to perform hot and cold repairs with a single type of application. An example is given for AZS grains obtained from fused cast, but different sets of premix and binders are to be selected depending on the furnace application and installation conditions.
Repair Hot Overcoat
This product has been designed to propose a versatile castable solution for hot repairs of glass furnaces (Fig 3). Thanks to its special properties, it can be used in a range of applications and gives the best results in terms of duration.
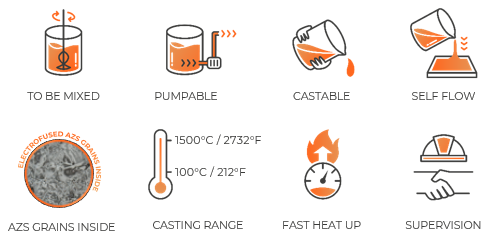
We decided to use our Fused Cast AZS grains to generate this monolithic solution. Thanks to a special packing in bags, our customers can decide to prepare batches from 125kg up to several tons. Its application process is also flexible, as it can be used from a simple casting with buckets to a continuous feeding by double pistons pumping.
The product can take the required shape by using multiple types of forming methods. For example, wooden or metallic moulds can both be used. Its self-flow property is a key strength for filling all cavities and ensuring a good homogeneity in the final block after setting. Starting usage at 50°C all the way up to the highest furnace temperatures, Fused Cast AZS exhibits its best final properties at any temperature within this exceptional range.
This product has been validated across a broad range of applications from glass contact overcoating to crowns or regenerators repairs.
Repair Cast-In-place
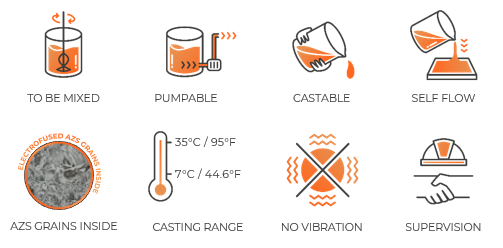
This product is the cold version of the one presented previously. It exhibits the same properties in terms of rheology and casting functionality. The main difference is the application temperatures which should not exceed 35°C.
The product sets in cold conditions and is requires a 24-hour maturation period in its mould before release. It is especially advantageous when weak areas are discovered during a cold stop of a glass furnace (Fig 4).
Once casted, an additional curing time of 48 hours is optimal to allow the product to reach its full mechanical strength. Then the heat up process can begin according to the heat up curve specified in product data sheets, or tailored to the specific case if the thickness of the Cast-In-Place exceeds 250 mm. This product can be used to rebuild glass contact areas, superstructure, tuckstones, port necks and/or regenerator walls, partially or fully.
Patching tiles
These electro-fused tiles are particularly suitable for over-coating tanks and can provide furnace lifetime extension around three or four years. They can be applied in a furnace with a broad range of temperatures from room temperature to 1,500°C. They exhibit premium corrosion resistance properties thanks to SEFPRO’s manufacturing process to create void-free homogenous pieces.
The use of electro-fusion process, or fused cast grains for the low-fired version, provides the highest material compatibility with glass baths. Consequently, patching tiles are of interest as they avoid heat-up, maintain high corrosion resistance, are EHS friendly (no Cr6+), and are easy to recut on site.
They are available in multiple thicknesses, and our supply chain ensures a permanent stock to support urgent repairs with delivery in less than two days.
Sealing with Zircon
SEFPRO’s Zircon paste is dedicated to filling superstructure joints during hot operations or cracked blocks repair.
Initially provided as a pumpable and dust-free sealing solution, this jointing paste is now also available in ready to use applications, such as bucket or specific guns, for smaller repairs. Composed of 63% Zr, this paste is easy to prepare and to apply, fills small cavities from 2 to 20 mm, and does not require any vibration.
Operating gains
Regenerator with chimney block
The following is an example of a hot repair that kept the furnace in operation to save one of the four regenerator chambers.
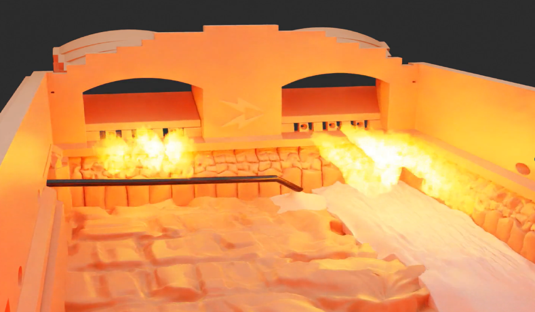
A container glass furnace was powered with natural gas and furnace oil around 16 MW and was producing around 340 tpd. The furnace was facing a collapse of the chimney blocks, impacting drastically the regenerator efficiency. Application of SEFPRO CARE® Repair Hot Overcoat AZS within the chimney block kept the regenerator chambers in working conditions and avoided further damages while running production (Fig 5).

Knowing that pre-heated air passing by regenerators provides approximately 25-30% of the total heat required for glass melting, estimated consumption savings from this repair is 1 MW that would have been powered from gas if the chimney block was not repaired.
Translated into CO2 emissions, if this furnace would have been operated without this hot repair, approximately 1,825 tCO2/year would have been emitted.
Repair Hot Bottom AZS
As mentioned, classic products developed for hot bottom repairs exhibit several drawbacks such as limited flowability, strong porosity, high curing temperature, and limited capability to be drilled.
For such repairs, our SEFPRO CARE® Repair Hot Bottom AZS composition can provide important energy savings thanks to lower sintering times and temperatures, and consequently a rapid return to production.
Indeed, our composition made purely of Fused Cast AZS grains provides a sintering stage starting at 1,200°C and requires only around 10-20 hours of time to apply.
Meanwhile, other hot bottom solutions provide a sintering stage starting above 1,500°C and require around 48 up to 72 hours for use. When it comes to electrode boosted furnaces, our SEFPRO CARE® Repair Hot Bottom AZS solution also provides a smooth surface with limited porosity that protects electrodes from corrosion and prevents any future leakage in this sensitive area.
Feedback from our latest repairs have confirmed an efficient ramp-up after Hot Bottom AZS repair, especially within the quality target (no stones or bubbling were noticed after the glass filling period).
Conclusion
The glass industry is facing external trends such as reduced end-consumer consumption, energy price volatility and regional legislation for GHG emissions. Therefore, all glassmakers need to adapt industrial strategies to use their current furnace in the best way possible, and decide which furnace technology they will use for the next two decades.
This is why SEFPRO CARE® has developed and proposed solutions which have been validated. From bottom to regenerators, there is always a solution to repair and extend furnace lifetime without impacting glass quality.
Benjamin HEROUT: SEFPRO CARE® and Expendables Manager