
In this new paper, Isabelle Cabodi, Zi Kang Low, Pierrick Vespa*, Mélanie Allen Larut, Michel Gaubil and Frédéric Pomar** discuss how non-destructive control methods on refractory materials can enhance furnace properties.
Latest trends in glass furnaces, towards clearer glass and electrification, have underlined the importance of quality controls on AZS to extend furnace lifetime while maintaining a good glass quality. The purpose of this paper is to describe three non-destructive control methods on refractories and their impact on furnace properties. We will describe how block color control is crucial to obtain good glass contact properties (blistering and exudation), how an optimized block filling, controlled thanks to radar waves, is required to maximize furnace lifetime and how optical tools enable reliable joint face analyses to ensure limited corrosion inside joints. Finally, we will demonstrate that thanks to the ongoing digitalization of the refractory manufacturing process and through these new measurements, SEFPRO will be able to offer refractory solutions to support the transition of glass melting technology towards low-carbon processes and more severe conditions for refractory materials.
Several trends impacting the corrosion of AZS tanks have been identified in glass furnaces. The first one, related to the reduction of environmental impact is the electrification of glass furnaces: using strong electrical boosting or hybrid furnaces triggers major changes in thermal profiles and therefore corrosion profiles. The second one is the move towards clearer glass, increasing temperature and corrosion at block bottom. These trends are occurring in parallel to longer campaigns. In this context, the quality of blocks becomes critical to support these challenges.
AZS fused cast refractories are not all equivalent in terms of quality. Three main properties have been identified that could change significantly refractory lifetime and glass quality: block color (product oxidation), filling and microstructure.
SEFPRO has developed several non-destructive tools and controls (NDE) to monitor this quality and to develop the most suitable product for each application. We will detail developed and currently under development NDEs and explain the link between the measured properties and their impact on refractory performance.
Impact of AZS color and control protocol
AZS fused cast refractories contain a small quantity of impurities inside their glassy phase, mainly iron or titanium ions, for a few tens of ppm. These ions are responsible for the color of the blocks, and are a reliable indicator of the oxidation state of the product. Indeed, they are multivalent: if the product is well oxidized, only ferric ion (III) can be found inside the product giving a light red color, whereas a non-optimal oxidation will let ferrous ion (II) or iron (0) inside the glassy phase, giving a greyish product. The link between color and oxidation of impurities has been proved thanks to XANES measurements. If the product is reduced, some dissolved gazes and remaining carbon can also be found in the material. This small quantity of reduced impurities can then have an impact on two major properties: exudation and blistering. Link between color and oxidation state of present species can be summarized in Fig 1.
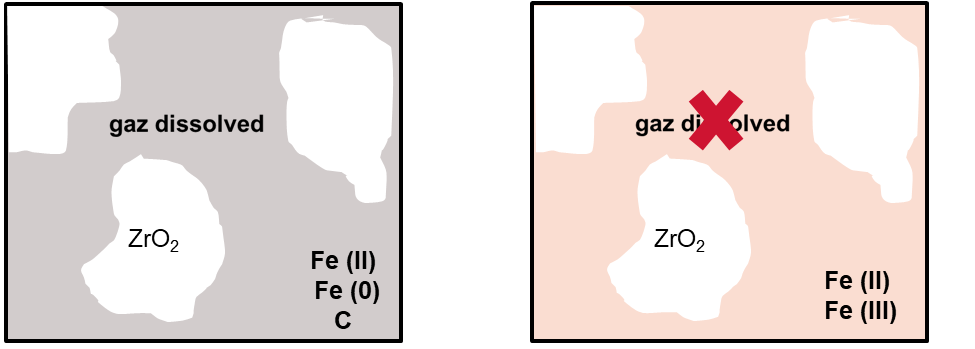
Figure 1 – Impurities in glassy phase of a reduced (left) and well oxidized (right) refractory
Theory of color measurement
As it has been just described, color of a refractory gives a major clue in terms of its redox state and the quantity of gazes dissolved. Nevertheless, perceived color is strongly observer-dependent and lighting-dependent. Hence a standard scale has to be used to describe color, measured by a reproducible protocol.
SEFPRO is using spectrophotometry thanks to reflection: a standardized flash lamp is illuminating the measured sample, and thanks to an integrating sphere, three sensors, reproducing eye cells sensitivity are measuring red, green and blue level. L*,a*,b* scale is then used to quantify the color, as described in Fig 2.

Figure 2 – L,a,b color measurement scale
Three properties can be measured by this scale: Lightness (L*), and chromaticity values (a*, b*). The Chroma (C*) is defined as the distance between the color of a sample and the projection of this color on grey axis (vertical L-axis):

Hence, an oxidized product will have a high lightness (towards 100) and a slightly reddish color. Its Chroma should be high enough, depending on lightness value.
Color and blistering properties
As previously detailed, a greyish material contains reduced species such as Fe(II), Fe(0) or C. In sodalime glass, with sulfate-based fining, sulfur dioxide blistering could be triggered because of the contact with reduced iron, following the equation:

This transient blistering will be longer for a greyish refractory, containing more reduced iron, than for a well oxidized product. To illustrate this phenomenon, video recorded blistering trial was performed at 1,350°C. A crucible of 50mm diameter and 50mm height with a recessed area of 30mm diameter and 30mm height is installed inside a furnace with a small opening at the top. Sodalime glass cullet is put inside this crucible. Thanks to a mirror and suitable filters, the behavior of blistering directly inside the crucible can be monitored. Set-up is described Fig 3.

Figure 3 – Video-recorded blistering furnace
With this set-up, we have demonstrated that transient blistering lasts 8 hours for a well oxidized AZS 36 (L=89.3 and C=6.1) whereas it lasts 24 hours for a grey AZS 36 (L=83.2 and C=8.0). Bubbles are also larger in the case of the reduced product. Fig 4 shows blistering after 1 hour and 9 hours of trial:

With gradual corrosion, thermal gradient moves inside a block in a real furnace. Hence, these redox reactions will resume regularly, creating new bubbles: a well-oxidized product is crucial to increase yield, reducing bubble defects in glasses.
Color and exudation properties
Exudation of a refractory is the quantity of glassy phase contained inside the refractory which comes out of the product when temperature is increased because glassy phase has become more fluid/liquid. Two main forces drive this phenomenon:
- Zirconia skeleton shrinkage during phase transition: the 4% contraction triggers an increase of pressure in glassy phase. It occurs for all AZS refractories.
- Pressure from dissolved gazes: a reduced material will contain more dissolved gazes, coming for example from a poor melt fining or from oxidation of sulfur and carbon. With increasing temperature, the quantity of gazes will increase (by impurity oxidation), whereas their solubility could decrease, generating an additional pressure on the glassy phase.
As such, a grey product, with more reduced species, will exudate more than a well oxidized product.
Two tests are used to measure the exudation of AZS products:
- Bar exudation: samples are cylinders of 24mm diameter and 100mm height suspended at the top of a platinum crucible. They are heated at 150°C/h until 1,500°C and remain 4 hours at this temperature. This cycle is repeated twice. Volume increase of the sample and glassy phase found on the crucible give the total exuded volume.
- Louisville test: samples are pellets of 36mm diameter and 5mm high, taken at 4 reproducible positions. Volume increase is measured after 16 hours at 1,500°C.
These tests have been performed on AZS blocks of varying colors. With both tests, we can see a strong correlation between color and exudation rate as described in Fig 5 when we plot exudation level in L*, C* space.


Figure 5 – Exudation level according to sample color (top: Bar; bottom: Louisville)
Exudation rate could be 2 to 4 times higher on a grey block. This exudation can weaken the refractory by increasing its porosity and therefore its corrosion speed. It can also trigger glass pollution with cords, knots or secondary Zirconia crystals as highlighted in Fig 6.

Figure 6 – Defects related to exudation: vitreous and crystalline defects
Thus oxidation control has a major impact on glass quality and furnace performance.
Importance of a reliable control and specification
The glass manufacturing market is shifting in two main directions:
- Clearer glass: with a higher transparency, temperature at soldier block bottom is higher than for a standard glass.
- Furnace electrification: to reduce emissions of greenhouse gases, electrical boosting and hybrid furnaces are becoming more widespread. The electrodes also trigger an increase of temperature at block bottom, as well as convection movements.
It has to be kept in mind that a 50°C increase of temperature doubles the corrosion rate. Modeling highlights a new corrosion pattern for soldier blocks as described in Fig 9.
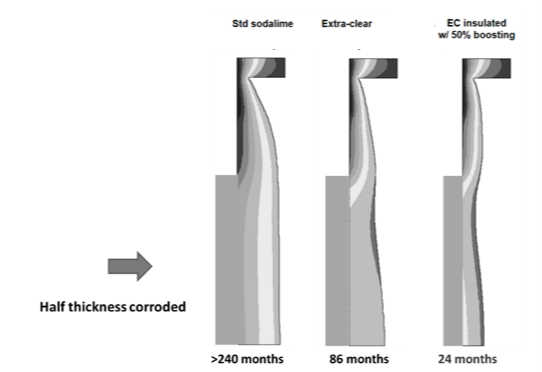
Figure 9 – Corrosion profiles (standard glass, extraclear glass, extraclear glass with boosting)
These models have already been confirmed during cold visits of furnaces with increased electrical boosting. A strong corrosion pattern was detected in front of the electrode blocks thanks to 3D scans – see example on Fig 10.

In this case, the gap between metal line and block bottom corrosion is sharply reduced in this case.
Need for an optimized filling
With these growing stresses on refractories, usual RR-blocks will no longer be sufficient in case of really high boosting or extra-clear glass. Indeed, if the shrinkage cavity is reached, accelerated corrosion could occur, leading to a glass leak and associated heavy repairs. Using an extra-clear glass model and a temperature profile in a float furnace to assess the corrosion of a RR-block with an average shrinkage cavity (calculated on 50 blocks), and assuming a corrosion speed 4 times higher in the shrinkage cavity, shrinkage cavity is reached after 11 years as described Fig 11. Each profile represents corrosion profile after a 1 year increment. After 11 years, it gets strongly faster at block bottom because shrinkage cavity is reached.

Figure 11 – Average position of shrinkage cavity for a 1,800mm block AZS RR and corrosion profile on extraclear glass with 6 month steps
This situation could be worse in case of boosting, or if the extent of the shrinkage cavity is bigger than average. Modeling highlights the strong impact of a modification of shrinkage cavity size (Fig 12). The corrosion of a block with a better filling will have a far more even profile – three scenarios were tested from reference RR case to a sixty-percent smaller shrinkage cavity.

Figure 12 – Impact of shrinkage cavity size (grey polygon) on corrosion profile, 12 years, 1-year step, extra-clear glass without boosting
Using its large radar analysis database, SEFPRO is developing a sidewall with an optimized filling rates allowing a higher performance / cost ratio.
Surface quality - Upcoming improvements
What is surface quality?
During AZS solidification, different phenomena can affect the microstructure and the aspect of joint faces. First, strong thermal gradients exist between the cold mold and the hot molten AZS. Hence, the skin of the block solidifies rapidly with a columnar structure, whereas the core of the block, with weaker thermal gradients, has an equiaxed structure. Fig 13 shows the difference of microstructure from skin to core.
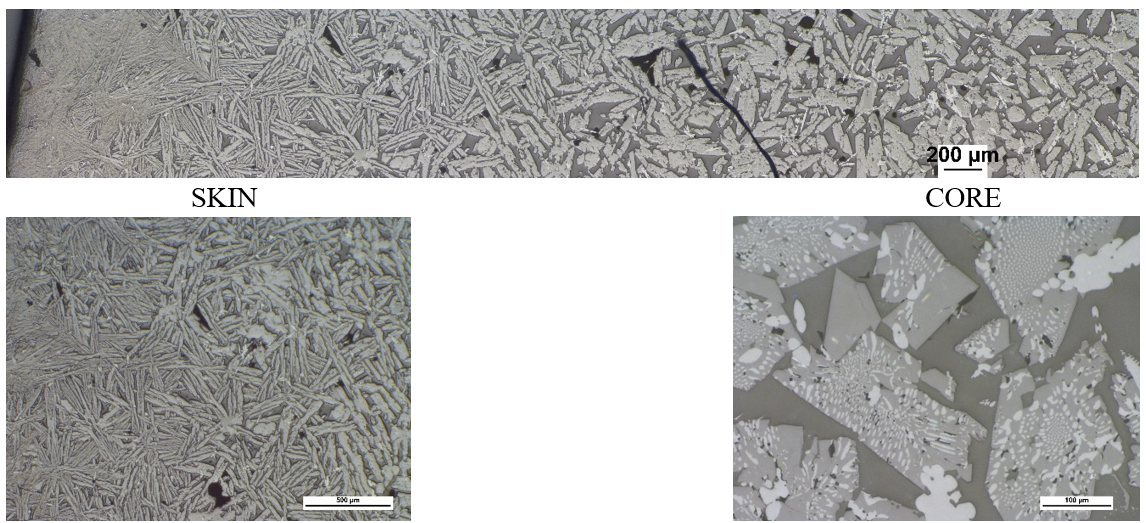
Figure 13 – Skin/Core Microstructure on an AZS (optical microscope acquisition)
This difference of microstructure triggers different behaviors in terms of corrosion resistance. Indeed, the finer crystallization leads to a higher tortuosity of the glassy phase, slowing the corrosion of the material. Joint corrosion with a fine microstructure can be 20% smaller than for a coarse microstructure as shown by Fig 14.

Figure 14 – Dynamic corrosion resistance (MGR) of skin and core of AZS – Performance Index at 1,500°C, 48h, 6RPM in sodalime glass
Limit joint faces machining helps to improve furnace lifetime, as it guarantees an optimal resistance to corrosion in joints.
Machining being often a way to improve surface appearance, the machining should be limited to the acceptable level of surface defects.
Edge tears are generated by the thermal gradients between cold mold and molten AZS, they are trans-granular surface cracks created at high temperature as shown on the microstructure Fig 15.
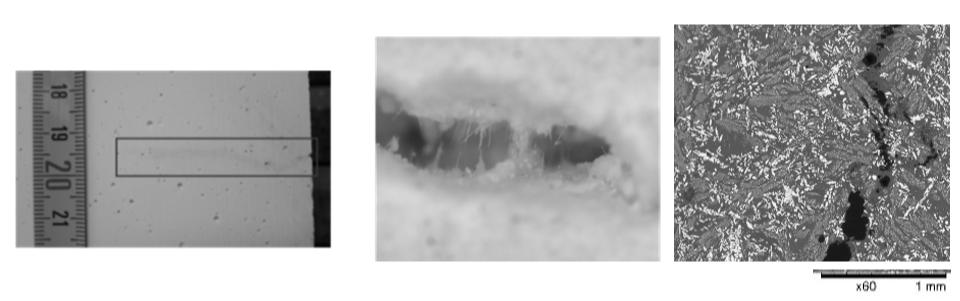
Figure 15 – Aspect of edge tear from macroscopic to microscopic scale
Mechanically speaking, they do not have a major impact on block performances, as they are highly unlikely to propagate during heat-up. Nevertheless, SEFPRO is working on their better understanding to improve joint aspect.
Finally, in molten AZS, several gazes could be trapped during solidification, from endogenous or exogenous sources. They are responsible for small porosities (bubbles), under the skin of the material, that can be revealed with machining. SEFPRO is also working on limiting as much as possible their occurrence.
Use of image analysis for reproducible measurements
To collect reliable information on microstructure size, bubble concentration and edge tears presence in a reproducible manner, SEFPRO has worked on identifying and developing sensors. Thus, several techniques have been developed, based on image acquisition and analysis. For microstructure size, a method is under development to acquire information on joint faces with a portable microscope, and to give microstructure fineness thanks to a suitable processing based on grey-level thresholds and texture parameters. Fig 16 shows the raw image and results from post-processing. Then, the extracted value would be compared to a calibration curve linking corrosion results, thickness machined and microstructure size.

Figure 16 – Example of joint-microstructure acquisition and post-processing
For joint aspect, contact image sensors (CIS) are used to digitalize joint faces, on a high-definition image. Then, thanks to a post-processing based on image analysis, bubble concentration and edge tears can be spotted, following Sefpro’s specifications. Fig 17 highlights the sensor and the high-definition picture acquired.
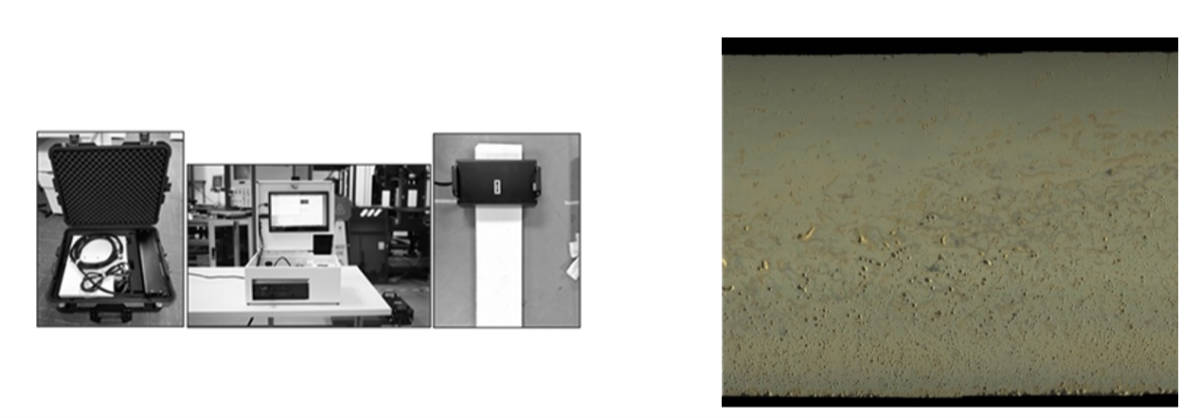
Figure 17 – CIS sensor and image acquisition
Thanks to both tools, SEFPRO is now able to give a better quantification of joint faces aspect. These controls, currently under deployment, will be available soon on a wide range of AZS products.
Data collection and new product development
Process digitalization enables SEFPRO to build a precise ID card for each block. Combined with NDE controls, it brings sufficient data for several statistical regressions in order to refine process controls and offer products even more suited to the new trends in glass furnaces.
Thanks to data analysis and the improvement of process mastering, the standard AZS range has been split in three products, each of them carefully designed for an application:
- AZS 36 RR, for standard glass applications, with a limited boosting and a usual corrosion profile.
- AZS 37 RS, for clear and extra-clear glass, or in case of a strong boosting or hybrid furnace. This new product has a reinforced filling compared to AZS 36 RR. Its chemical composition has been finely-tuned for optimal performance. Fig 18 shows a radar scan of such a block.

Figure 18 - Example of an AZS 37 RS block
- AZS 40 RT, which is still the optimal product in terms of corrosion resistance, and to be used in strongly corroded areas.
All these products will also benefit from the latest advances in terms of NDE controls such as color measurements.
The use of AZS 37 RS instead of AZS 36 RR as a soldier block in clear glass should lead to a significant increase of block lifetime and a reduced risk of leakage. AZS 40 RT remains the optimal material. Modeling forecasts are detailed Fig 18: the most corroded area in extra-clear glass is no longer the block bottom, allowing for easier overcoating operations.

Figure 19 – Impact of product choice on corrosion profile, 15 years modeled, 1-year steps, extra-clear glass without boosting. Arrows on profile are highlighting most corroded area and bottom corrosion
(0.3m from bottom)
Conclusion
Working on the properties required to maximize AZS quality, SEFPRO has studied and developed several NDE tools. First, color control enables the assessment of blistering and exudation properties, measuring the redox state of products: this NDE has just been deployed on most AZS products. Then, radar controls and tougher specifications are key to limit corrosion in clear glasses or in case of a strong electrical boosting. Finally, some further developments are being conducted to monitor the aspect of joint faces. All these NDE studies, carried out with data analysis, recently led to the development of a new product in the AZS range, to address the expectations of new furnaces with clearer glasses or stronger boosting.
*Saint-Gobain Research Provence, Cavaillon, France
**SEFPRO, Le Pontet, France

How high electrical boosting will affect glass furnaces’ refractory materials? A compre...


TuckPro is the ultimate solution to maintain tuckstone integrity and...